| 新聞資訊 | 發布日期:2020-8-19 發布者:丝瓜污视频精工 |
應用廣泛的(de)流延膜有哪些(xiē)特點和生(shēng)產工藝呢?
一、流延膜
所有的(de)熱塑性塑料薄(báo)膜的性能,不僅(jǐn)同使用的塑料原材料(liào)粒子有密切(qiē)的關係,還(hái)同薄膜(mó)的生產工藝及工藝參數有(yǒu)關。同一種塑料製(zhì)品,例如:薄膜可以用不同的生產工藝流程來生產(chǎn),即使用同一種(zhǒng)材料同一種生產工藝,由於生產時的溫度、壓力、吹脹比等(děng)工藝參數的不同,所得薄(báo)膜的性能也(yě)有所差(chà)別。
流延(Cast)法生產的薄膜稱(chēng)流延(yán)膜,用C作字頭,如:流延聚丙烯薄膜,稱CPP膜(mó)。流延法(fǎ)薄(báo)膜有擠出流延(yán)膜和溶劑流延膜兩(liǎng)種。
1、溶劑(jì)流延(yán)法
溶劑流延法生產的薄膜(mó)具有更薄且厚(hòu)度均勻性更好的(de)優點,1~3um的超薄膜隻在某些高科技材料中使用(yòng),一般在包裝材(cái)料中不采用,因為設備投資大,溶劑毒性大,而且需使用大量溶劑,溶劑回收設備及操作費(fèi)用均較大,隻有像玻璃紙等極少(shǎo)數不能或很難(nán)用擠出法生產的(de)薄膜才使用溶劑法生(shēng)產(chǎn)。
溶劑法生產的流延膜工藝是:把熱(rè)塑(sù)性塑(sù)料的(de)溶液或使用熱固性塑料的預聚體溶膠塗布在可剝離的載體上,經過一個烘道(dào)的(de)加熱幹燥,進而熔融塑化成膜層冷卻下來後,從載體離型麵上剝離下來卷取而成膜。載體可以是鋼帶、塗布矽橡(xiàng)膠(jiāo)的離型(xíng)紙或輥筒。美國一些需要超薄且厚度平整性特別優良的薄膜是把溶(róng)膠流延在一個加熱的水銀池上麵,經(jīng)揮(huī)發去除溶(róng)劑成膜後,從水銀麵上撈起薄膜卷取而(ér)成。
溶劑流延膜有以下幾(jǐ)個特點:
(1)薄膜(mó)的厚度可以很小(xiǎo),一般在5-8UM,使用水銀為載體的(de)薄膜,稱為分子膜,其厚度可以低至3UM厚。
(2)薄膜的(de)透明度高、內應力小,多數用於光學性能要求很高的場合下,例如:電(diàn)影膠卷、安全玻璃的中間夾層膜等。
(3)薄膜厚度的均勻性好,不易摻混入(rù)雜質,薄膜質量好。
(4)溶劑流延膜由(yóu)於沒有受到充分(fèn)的塑化擠壓,分子(zǐ)間距離大,結構比較疏鬆,薄膜的強度較低。
(5)生(shēng)產成本高,能耗大、溶劑用量大,生產(chǎn)速(sù)度低。
溶劑流延法生產(chǎn)的薄膜(mó)有三醋酸纖(xiān)維素酯、聚乙烯醇、氯醋樹脂等。此外,聚四氟乙烯和PC也常(cháng)用(yòng)溶劑流延(yán)法生(shēng)產薄膜。熱固性的合成膠液也常用於生產高耐熱性的(de)薄膜。
流延三醋酸纖維素酯(zhǐ)薄膜生產用膠液的(de)配方如下:三(sān)醋酸纖維互酯100份(質量份),混(hún)合溶劑(三氯甲烷90%體積,10%的甲醇)700份(質量份),增塑劑三苯基磷酸酯20份(質量(liàng)份)。
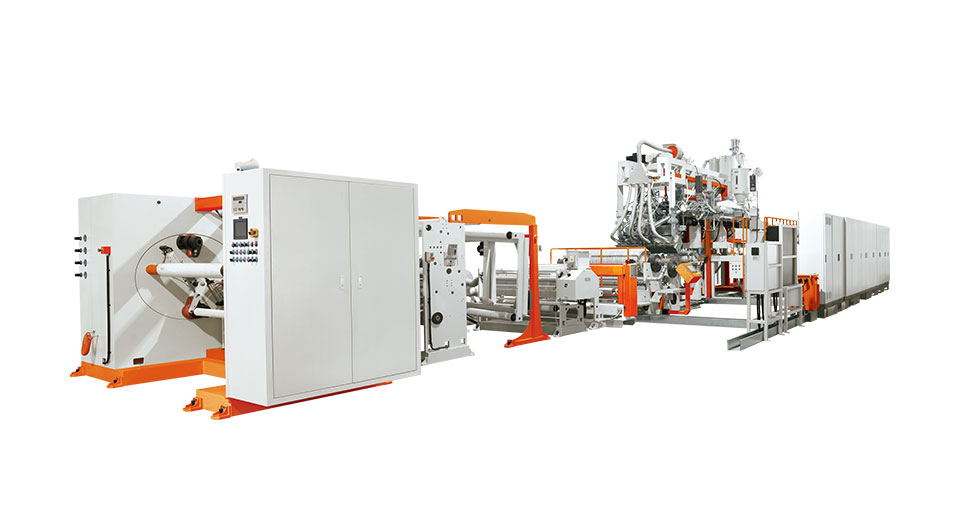
2、擠出流延薄膜
以CPP擠出(chū)流延薄膜(mó)的生產工藝流程為例,使用耐寒級共聚丙烯CPP粒子作流延膜的原料,MFR為6~9g/10min(例如:日本窒素工業公司的F8277就是耐寒級PP),擠出機擠出——T型口模流延——氣刀——1#冷卻輥——2冷卻輥——電暈處(chù)理——切廢邊(biān)——卷取。擠出機(jī)螺(luó)杆直徑65mm,L/D=32,普通漸變型螺杆。
機筒溫度(dù):210℃、230℃、240℃、255℃、265℃共5段,連接器溫度265℃,樹(shù)脂溫度230~237℃,T型口模溫(wēn)度(共(gòng)2m寬)均為265℃。1#冷卻輥使用自來水經冷卻器熱交換器冷(lěng)卻到0~-5℃後進入,2#冷卻器(qì)冷卻水溫為8~10℃。T型口模使用螺栓人工調節流延膜厚(hòu)度,應當指出的是(shì),目前(qián)國內進口(kǒu)先進的流延膜生產線均采(cǎi)用R射線測厚儀(走查式)能自動測厚顯示記錄並反饋到T型口模(mó)上的熱膨(péng)脹螺(luó)絲上,從而自動調(diào)控(kòng)T型口(kǒu)模間隙,可以使流延膜厚度的平均誤差在2%以(yǐ)內。人工調節螺絲調節(jiē),隻能在10%以內(1m寬度)。
氣刀和氣隙在擠出流延薄膜中有重要的作用,氣刀是安裝(zhuāng)在(zài)T型口模下方的一條狹長的(de)縫口,由此噴出壓縮(suō)空氣,使由T型口模流延出來的熔體薄膜能緊貼在1#冷卻輥上,提高了冷卻效果(guǒ),且能(néng)使塑料薄膜表麵平整度提高,減少(shǎo)流延膜二端產生的縮頸現象。
氣隙是熔體塑料膜離開T型口模到達1#冷卻輥表麵之間的距離,氣隙愈長則薄膜在熔融高溫下同(tóng)空氣接觸的時間愈長,薄膜表麵氣化就愈大,而且氣隙愈(yù)大,薄膜二端因冷卻而(ér)產生的(de)縮(suō)頸現象(xiàng)就愈厲害,薄膜平整度愈差。一(yī)般講(jiǎng)來,氣隙愈小,引膜困難愈大,合適的氣隙(xì)距離為2.0cm左右。氣隙小,表麵氧化少,有利於薄膜(mó)的熱封性的提高,但不利於薄膜粘(zhān)結力的提高。
CPP薄膜(mó)的性能:
厚度20-30um霧度5.5%~6%
拉伸強度,縱(zòng)/橫≧40/20MPa
斷裂伸長率,縱/橫≧400%/500%
直角撕裂強度,縱/橫≧100kgf/cm/140kgf/cm
表麵張力(lì)≧42×10-3N/m
擠出(chū)流延法薄膜(mó)的特點(diǎn)是:
(1)生產速度比吹脹(zhàng)法高,可以高達60~80m/min,最近從國外引進(jìn)的擠出流延膜(mó)生產線,可高達150~200m/min,而吹脹法由(yóu)於受到泡膜冷(lěng)卻(què)速度的限製(zhì),一般(bān)僅30~60m/min,擠出流延(yán)工藝中(zhōng)冷卻輥輥溫可在0~-5℃,直接緊貼在輥筒(tǒng)上,冷卻效果(guǒ)好。
(2)擠出流延法生產的薄膜透明性比吹脹法好,無論是PE或PP均可以用擠出流延(yán)法生產(chǎn)出透明性良好的薄膜,而吹脹法風冷(lěng)卻時,PP不能有良好(hǎo)的透明性,要得到(dào)良好透明性,必須使(shǐ)用水冷卻法。
(3)擠出流延法薄膜(mó)的厚度均勻(yún)性比吹脹法好。
(4)擠(jǐ)出流(liú)延膜(mó)的(de)縱橫(héng)向性能是均衡的,而吹脹(zhàng)法薄膜的(de)縱橫向性能(néng)由於牽引(yǐn)輥速度和吹(chuī)脹比的不同(tóng)而不同。原則上,擠出流延法生(shēng)產的薄膜是由一個輥筒傳遞給另一個輥筒,不(bú)應當(dāng)存在卷取或牽引的拉力,因而(ér)擠出流延膜無論縱向或(huò)橫向都(dōu)不受到拉伸,性能是均(jun1)衡的。
(5)正因為擠出(chū)流延膜(mó)不受到任何方向上的拉伸,其熱封性能比吹脹膜好,而雙(shuāng)向拉伸膜則(zé)沒有熱封性。擠出流延膜受熱時的收縮(suō)性最小,有利(lì)於熱封製袋。